
Предотвращение пористости соединений, покрытых сварным грунтом
Вопрос пористость сварного шва:
Большая часть нашей сварки выполняется на углеродистой стали толщиной от 0,25 мм до 0,625 мм, которая покрыта сварной грунтовкой. Большая часть сварки выполняется на Т-образных соединениях с частичным проникновением без предварительной подготовки. Мы используем флюс 75% Ar / 25% CO2 в автоматизированной сварки. У нас всегда были проблемы с пористостью.
Как мы можем предотвратить и определить первопричину пористости? У нас не получается сварка без подготовки каждого сварного соединения.
Ответ:
Это обычное явление для сталей, которые покрыты свариваемой грунтовкой. Грунтовка предназначена для сварки, не вызывает дефектов сварки; однако это зависит от толщины этого слоя и нескольких других переменных.
Поставщики имеют различные ограничения по толщине и типу грунтовки, которую они используют. Существуют нижние и верхние пределы. Слишком мало, и грунт не сможет обеспечить адекватную защиту от ржавчины. Однако в то время как слишком много приведет к таким проблемам, как пористость, появление червей и так далее.
Во многих случаях пористость вызывает не только грунтовка, а комбинация типа соединения, защитного газа, сварочного электрода, технологии сварки и параметров сварки.
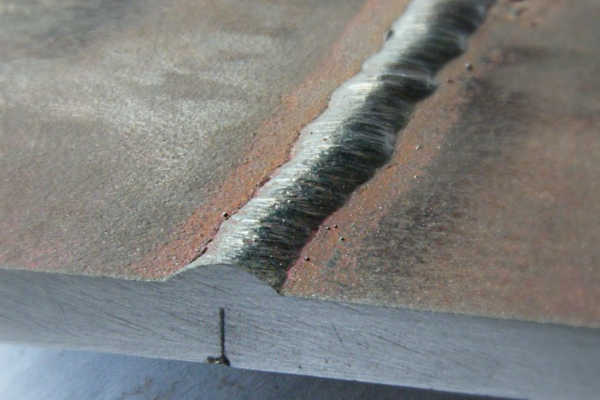
Т-образные соединения устанавливаются без какой-либо подготовки основного материала, часто задерживая примеси или избыток грунтовки между краем и широкой стороной сопрягаемого материала. Если возможно, попробуйте шлифануть по краю, чтобы удалить лишнюю грунтовку или окалину из процесса резки. Это может значительно уменьшить проблемы со сваркой.
Если грунтовка слишком толстая на основной поверхности, единственное, что вы можете сделать, чтобы минимизировать потенциальные проблемы при сварке, — это удалить грунтовку в непосредственной близости от места сварки.
Чтобы лучше происходила сварка, вы можете использовать на 100-процентный газ CO2 и увеличить диаметр сварной проволоки до 1.6 см, углекислый газ является активным газом, это означает, что он улучшить процесс сварки лучше, нем например аргон. Чем выше у вас будет концентрация CO2, тем больше очищающего действия вы получаете в сварочной дуге.
Если вы увеличиваете диаметр сварной проволоки, то энергия дуги немного больше рассеивается, а плотность тока уменьшается при аналогичных параметрах сварки, обычно это приводит к довольно схожим скоростям наплавки. Преимущество более низкой плотности тока или более широкой дуги заключается в несколько меньшем проникновении сварочной дуги. Меньшее проникновение означает, что в расплавленный сварочный шов втягивается меньше загрязнений, которые необходимо дегазировать для предотвращения пористости или образования червяка.
В результате этого вы увидите благоприятные характеристики дуги и лучшее проникновение основного материала, поэтому механические характеристики сварного шва должны улучшиться.
Видео по теме: пористость сварного шва