

Капиллярный метод контроля
Капиллярный метод контроля — один из самых популярных методов неразрушающего контроля в отрасли.
Он экономичен, универсален и требует минимального обучения по сравнению с другими методами неразрушающего контроля. Тесты на проникающую жидкость проверяют наличие дефектов у материалов на поверхности, пропуская в них очень тонкую жидкость, а затем вытягивая жидкость с помощью мелового проявителя. Сварные швы являются наиболее часто проверяемым элементом. Также этот метод используется на пластинах, прутках, трубы, отливки, при ковке. Всё это проверяются с помощью жидкостного проникающего контроля.

На протяжении многих лет в России капиллярный метод или тест жидкостной проникающей способности называлось многими именами: испытание на проникающую способность, испытание на проникающую способность жидкости и собственно сам капиллярный метод контроля.
В основном Российское общество использует название капиллярный метод контроля.
Интересно: Первое зарегистрированное использование капиллярного контроля было в железнодорожной промышленности.
Литые железнодорожные колеса погружали в отработанное масло, высушивали и затем покрывали порошковым мелом или суспензией мела в спирте. Как только колеса высохнут, любое масло, хранящееся в дефекте, вытечет в мел, что позволяло обнаружить дефект. Так был изобретён капиллярный контроль.
Этот метод контроля различается по типу пенетранта и способу нанесение и очистки поверхности перед применением проявителя.
Важно: Существует всего два типа пенетранта — 1. Флуоресцентный методы и 2. Цветной контрастный краситель.
Их можно использовать с любым из трех методов очистки – смывающихся водой, после эмульгирования и затем удаляемым растворителем.
Это наиболее популярный метод – удаление растворителя.
Этот метод мы и рассмотрим в этой статье.
Способ удаления красителя с помощью пенетранта является наиболее популярным, поскольку он недорог и очень универсален. Обычно он поставляется в трех аэрозольных баллончиках — очиститель, пенетрант и проявитель.
Банки могут быть приобретены у дистрибьюторов сварочных материалов, как правило, от 500 до 1500 рублей за банку. Менее чем за 5000 рублей вы можете купить все необходимое оборудование для проведения данного метода контроля.
Эти аэрозольные баллончики очень универсальны, что позволяет работникам подниматься по высоким лестницам, работать внутри котлов, ямах и в очень узких местах.
Важно: Большинство непористых материалов (сталь, нержавеющая сталь, чугун, алюминий, латунь, бронза, титан, резина, пластик и стекло) можно исследовать с помощью этого метода.
Пористые материалы бетон, дерево, бумага и ткань, возможно некоторые виды стекловолокна — не проверяются с помощью этого контроля.

Преимущества и недостатки
Преимущества капиллярного контроля
- Высокая чувствительность к небольшим поверхностным неоднородностям
- Простая проверка деталей сложной формы
- Быстрый и недорогой осмотр больших площадей и больших объемов деталей / материалов
- Большое количество материалов может быть проверено, металлические и неметаллические, магнитные и немагнитные, токопроводящие и непроводящие материалы.
- Визуальное обнаружение дефекта, дефект указан непосредственно на поверхности детали
- Аэрозольные баллончики делают процесс мобильным, удобным и недорогим
- Видно относительный размер, форму и глубину дефекта
- Минимальное время обучения
Недостатки капиллярного метода метода контроля
- Обнаруживает дефекты только на открытой поверхности
- Материалы с пористой поверхностью не могут быть исследованы с помощью этого процесса
- Только чистые, гладкие поверхности могут быть проверены. (Ржавчина, грязь, краска, масло и жир должны быть удалены.)
- Сотрудник должен иметь прямой доступ к исследуемой поверхности
- Поверхностная обработка и шероховатость могут повлиять на чувствительность исследования. (Может потребоваться шлифование поверхности)
- Этапы процесса должны строго выполняться и контролироваться
- После работы нужно очистить деталь, если требуется сварка
- Требуется правильное обращение и удаление химикатов
- Пары могут быть опасными и легковоспламеняющимися без надлежащей вентиляции работать опасно
Важно помнить, что пенетрант — это очень жидкая жидкость, предназначенная для проникновения в мельчайшие трещины.
Следовательно, если конструкция имеет сварные швы или материал не герметизированный сварным швом, пенетрант будет перемещаться за сварными швами и между слоями незакрепленного материала.
Пенетрант может быть почти невозможно удалить из этих областей. Захваченный пенетрант вызовет дефекты в сварных швах, если дальнейшая сварка будет выполнена по нему.
Проведение капиллярного метода контроля
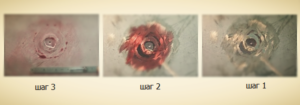
Мы выделяем всего три основных шага, которые необходимо соблюдать при использовании метода удаления растворителя с помощью красителя.
Шаг 1 — Предварительно очистить деталь
Это может варьироваться от шлифования и чистки щеткой до простой протирки детали тряпкой, смоченной в очистителе / смывке. Поверхность должна быть очищена от грязи, ржавчины, окалины, краски, масла и смазки и быть достаточно гладкой, чтобы вытереть пенетрант, не оставляя следов. Рекомендуем ипользовать 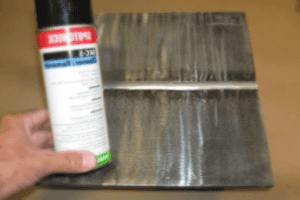
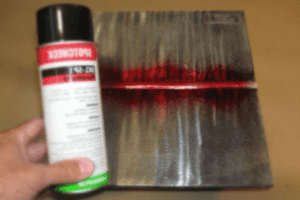
Шаг 2 — Нанести пенетрант
Обычно это делается путем распыления пенетранта из аэрозольного баллона или нанесения его кистью. Необходимо соблюдать время выдержки (экспозиции), чтобы проникающий агент проникал в трещины и пустоты. Обычно это от 5 до 30 минут, но оно никогда не должно быть достаточно длинным для высыхания пенетранта. Необходимо соблюдать рекомендации производителя пенетранта. Читайте инструкцию на своем баллоне!
Шаг 3 — Удалить пенетрант
Все пенетранты должны быть удалены чистой, сухой безворсовой тряпкой до полной очистки. Деталь следует энергично растирать до тех пор, пока на сухих ветошах не будет виден проникающий агент. Затем шаг очистителя, средство для удаления следует распылять на другую чистую, сухую не оставляющую ворса тряпку. Снова энергично тереть деталь до тех пор, пока на тряпке не будет видно проникающего вещества.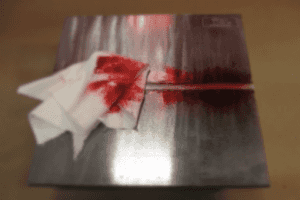
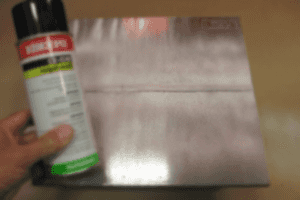
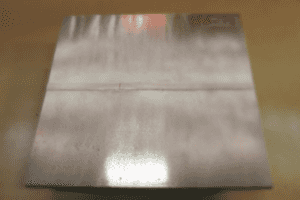
Анализ результата капиллярного метода контроля
Очень важно проверить деталь в сроки, указанные на баллоне. Срок может со временем увеличиваться по мере вытекания проникающего вещества, в результате чего допустимое отклонения будет показывается как откровенный дефект. На рисунке два прямолинейных указания являются дефектами. А круглая индикация не имеет ниже дефекта не имеет значения.

После этого этапа — деталь должна быть очищена.
Очень важно, метод работает при 100 люмен на поверхности детали. Нужное количество света должно быть проверено с использованием какого-либо типа измерителя освещенности.
Преимущество по сравнению с визуальным осмотром
Преимущество инспекции жидкостного пенетранта по сравнению с визуальным осмотром в том, что инспектор может без легко найти дефект. Есть два основных способа, которыми процесс проникающего осмотра делает недостатки более заметными.
Во-первых, данный вид контроля хорошо производит индикацию дефекта, и идентификация (сигнал) намного больше, чем сам дефект. В отличии от визуального осмотра где многие недостатки настолько малы или узки, что их невозможно обнаружить невооруженным глазом. Из-за физических особенностей глаза существует порог, ниже которого объекты не могут быть обнаружены.
Этот порог остроты зрения составляет около 0,005 см для человека с зрением 1/1.

Второй плюс, которым КП этот метод контроля, заключается в том, что он создает дефектную индикацию с высоким уровнем контрастности между индикацией и фоном, что также помогает сделать индикацию более легко видимой. Когда проводится проверка проникновения видимого красителя.
В этом методе, проявитель служит в качестве высококонтрастного фона, а также как губка, чтобы вытащить захваченный пенетрант из дефекта. Когда проводится проверка флуоресцентного проникающего вещества, составы проникающего вещества разрабатываются таким образом, чтобы он ярко светиться и излучал свет на длине волны, к которой глазу хорошо заметен при слабом освещении.
Достоинства капиллярного метода контроля
Как и все неразрушающие методы контроля, жидкостная инспекция имеет как преимущества, так и недостатки. Основные преимущества и недостатки по сравнению с другими методами неразрушающими методами приведены ниже.
Основные преимущества
- Способ обладает высокой чувствительностью к небольшим поверхностным неоднородностям.
- Этот метод имеет несколько материальных ограничений, т.е. можно проверять металлические и неметаллические, магнитные и немагнитные, а также проводящие ток и непроводящие ток материалы.
- Большие площади и большие объемы у деталей / материалов могут быть проверены быстро и с низкими затратами.
- Детали сложной геометрической формы могут легко проверяться.
- Показания производятся непосредственно на поверхности детали и представляют собой визуальное представление дефекта.
- Аэрозольные баллончики делают проникающие материалы очень мобильными.
- Пенетрант-материалы и сопутствующее оборудование относительно недороги.
Основные недостатки
- Могут быть обнаружены только дефекты на поверхности.
- Только не пористые материалы могут быть проверены.
- Предварительная очистка имеет решающее значение, поскольку загрязняющие вещества могут маскировать дефекты.
- Размазывание металла от механической обработки, шлифования, а также от пескоструйной или паровой струйной обработки должно быть удалено перед исследованием.
- Инспектор должен иметь прямой доступ к проверяемой поверхности.
- Поверхностная обработка и шероховатость могут влиять на чувствительность контроля.
- Последовательность операций: — должны выполняться и контролироваться.
Капиллярный контроль — материалы
Капиллярный контроль является одним из наиболее широко используемых методов неразрушающего контроля. Его популярность можно объяснить двумя основными факторами: относительной простотой использования и гибкостью.
Капиллярный контроль может использоваться для проверки практически любого материала при условии, что его поверхность не является чрезвычайно шероховатой или пористой.
Материалы, которые обычно проверяются с использованием капиллярного контроля, следующее:
- Металлы (алюминий, медь, сталь, титан и др.)
- Стекло
- Многие керамические материалы
- Резинка
- пластики
КП предлагает гибкость в проведении инспекций, потому что он может применяться в самых разных областях, от автомобильных свечей зажигания до критических компонентов самолета. Пенетрантные материалы можно наносить с помощью аэрозольного баллона, кисти или ватного тампона для проверки дефектов, о которых известно, что они встречаются в конкретной области, или их можно наносить путем погружения или распыления для быстрой проверки больших площадей. На изображении выше видимый проникающий краситель локально наносится на сильно нагруженную точку соединения для проверки на усталостное растрескивание.
Системы проверки пенетрантом были разработаны для проверки некоторых очень крупных компонентов.
Проверка проникающей жидкости может быть использована только для проверки дефектов, которые нарушают поверхность проверяемой детали. Некоторые из этих недостатков перечислены ниже:
- Усталостные трещины
- Шлифовальные трещины
- Перегрузка и ударные переломы
- Пористость
- Растрескивание
- Швы
- Пористость в сварных швах
Как упомянуто выше, одно из главный недостаток данного вида контроля состоит в том, что дефекты должны находиться на открытой поверхности.
Эмульгатор в капиллярном контроле
Когда проблема заключается в удалении пенетранта из дефекта из-за чрезмерной промывки детали, то может быть использована постэмульгируемая пенетрантная система. Постэмульгируемые пенетранты требуют отдельного эмульгатора, чтобы разрушить пенетрант и сделать его пригодным для мывания водой.
Большинство пенетрантов можно разделить на четыре класса по способу удаления остатков пенетранта.
- Метод A: моющийся водой
- Метод B: постэмульгируемый, липофильный
- Метод С: С использованием растворителя
- Метод D: постэмульгируемый, гидрофильный
Метод С использует растворитель для удаления пенетранта из проверяемой детали. Метод А имеет встроенные в проникающую жидкость эмульгаторы, которые позволяют удалить избыток проникающего вещества простым промыванием водой. Капиллярный метод контроля.
Пенетранты по методам B и D требуют дополнительной стадии обработки, на которой наносят отдельный эмульгирующий агент, чтобы сделать избыток пенетранта более удаляемым при промывке водой.
Липофильные эмульгаторы метод А
Системы эмульгирования представляют собой материалы на масляной основе, которые поставляются в готовом виде. Гидрофильные системы — основаны на воде и поставляются в виде концентрата, который необходимо разбавить водой перед использованием.
Липофильные эмульгаторы по методы B
Липофильные эмульгаторы — (метод B) были изобртенеты в конце 1950-х годов и работают как с химическим, так и с механическим действием. После того, как эмульгатор покрыл поверхность объекта, механическим воздействием начинают удалять часть избыточного пенетранта. Во время эмульгирования эмульгатор диффундирует в оставшийся пенетрант и полученную смесь легко удаляют с помощью воды. Капиллярный метод контроля является методом неразрушающего контроля.
Гидрофильные эмульгаторы по методу C
Гидрофильные эмульгаторы — (метод D) также удаляют избыток пенетранта с механическим и химическим воздействием, но действие другое, потому что диффузии не происходит.
Гидрофильные эмульгаторы в основном представляют собой моющие средства, которые содержат растворители и поверхностно-активные вещества.
Гидрофильный эмульгатор разрушает пенетрант на предотвращает повторное присоединение его частей к поверхности детали.
Гидрофильный постэмульгируемый метод D
Гидрофильный постэмульгируемый метод — (метод D) был введен в середине 1970-х годов. Поскольку он более чувствителен, чем липофильный постэмульгируемый метод, он сделал последние методы практически устаревшими.
Основное преимущество гидрофильных эмульгаторов состоит в том, что они менее чувствительны к изменению времени выдержки и времени удаления. Одна — две минуты не является проблемой для этих эмульгаторов, в то время, как для предыдущих эмульгаторов значимым временем может быть и 15 — 30 секунд.
Вязкость пенетранта
Вязкость описывает как сопротивление жидкости течению. Жидкости, такие как вода, которая легко течет, имеют более низкую вязкость, чем жидкости, такие как молоко. Капиллярный метод контроля.
Вязкость мало влияет на способность проникающего материала проникать в дефект, но она влияет на скорость с которой пенетрант заполняет дефект.
Уравнения для времени заполнения цилиндрической полости и эллиптической полости приводим вам ниже:
Время заполнения цилиндрических пустот
= (2 l 2 м ) / r cos s LG
Время заполнения эллиптической пустоты
= [(2 l 2 м ) / s LG cos q ] * [a 2 + b 2 / (a + b) ab]
Где: l = глубина дефекта
m = вязкость
r = радиус отверстия трещины
s LG = поверхностное натяжение жидкости и газа
q = угол контакта
a = ширина дефекта
b = длина дефекта
Из этих уравнений видно, что время заполнения прямо пропорционально проникающей вязкости. Хотя это на практике не имеет никакого реального отношения к делу. Так как дефекты в деталях могут быть с открытыми концами или вытянутыми и закрытыми.