
Радиографический контроль
— это метод неразрушающего контроля, при котором многие типы изготовленных компонентов могут быть проверены для проверки внутренней структуры и целостности образца. Промышленная рентгенографический контроль может быть выполнена с использованием рентгеновского или гамма-излучения. Оба являются формами электромагнитного излучения. Разница между различными формами электромагнитной энергии связана с длиной волны. Рентгеновские и гамма-лучи имеют самую короткую длину волны, это свойство приводит к способности проникать, проходить и выходить из различных материалов, таких как углеродистая сталь и другие металлы.
Радиографический контроль: история создания

Радиография началась в 1895 году с открытия рентгеновских лучей (позднее их называли рентгеновскими лучами в честь человека, который впервые подробно описал их свойства). Вскоре после открытия рентгеновских лучей была обнаружена радиоактивность. Используя радиоактивные источники, такие как радий, можно получить гораздо более высокие энергии фотонов, чем от обычных рентгеновских генераторов. Рентгеновские и гамма-лучи использовались на заре открытия, еще до того, как были обнаружены опасности ионизирующего излучения. В последствии были открыты новые изотопы, но уже после второй мировой войны, такие как цезий-137, иридий-192 и кобальт-60, они стали доступны для промышленного рентгенографического контроля, а использование ранее использовавшегося радия и радона начало сокращаться.
Радиографический контроль и беспроводной рентгеновский генератор
Источником рентгеновского генератора служит гамма-излучения, чаще всего иридий-192 и кобальт-60, используются для проверки различных материалов. Подавляющее большинство рентгенографии касается испытаний и классификации сварных швов на напорных трубопроводах, сосудах под давлением, резервуарах большой емкости, трубопроводах и некоторых конструкционных сварных швах.
Также может проверяться бетон ( арматура или трубопровод), может проверяться работа сварщика, обработанные детали, металлические листы и трубы или отливки. Возможно обнаружение аномалий из-за коррозии или механического повреждения. Также проверяются неметаллические компоненты, такие как керамика, используемые в аэрокосмической промышленности.
Теоретически, промышленные рентгеновские генераторы могут изучать твердый и плоский материал (стены, потолки, полы, квадратные или прямоугольные контейнеры) или любой полый цилиндрический или сферический объект.

Луч из рентгеновского генератора должен быть направлен на середину исследуемого участка и должен быть прямым к поверхности материала, за исключением специальных методов, в которых заранее ожидаемые дефекты лучше всего обнаруживать с помощью другого измерения.
Длина исследуемого сварного шва для каждого исследования должна быть такой, чтобы толщина материала на диагностических концах, измеренная в направлении падающего луча, не превышала фактическую толщину более чем на 6%.
Как делается снимок в радиографическом контроле?
Проверяемый образец помещается между источником излучения и приемным устройством (кассетой), обычно с пленкой в светонепроницаемом держателе или кассете, при исследовании излучение из рентгеновского аппарата проникает в деталь в течение небольшого промежутка времени (экспозиции), но необходимого для соответствующей регистрации.
Результатом является двухмерное проецирование детали на пленку с получением скрытого изображения различной плотности в зависимости от количества излучения, достигающего каждой области.
Такой снимок мы называем рентгеновским, в отличие от фотографии, сделанной светом.
Так как пленка обладает кумулятивным откликом (пленка поглощает радиацию и тем самым усиливается экспозиция). Мелкие детали становятся доступными если, продлить время облучения до тех пор, пока пленка не сможет записать изображение.
Важно: Рентгенографический контроль и рентгенограмма или рентгеновская плёнка всегда делается как негативная.
Перед началом рентгенологического исследования всегда желательно осмотреть компонент своими глазами, чтобы устранить любые возможные внешние дефекты, так как они будут обнаружены на снимке + это поможет понять природу детали и возможного дефекта.
Важно: Если поверхность сварного шва является слишком неровной, может быть желательно отшлифовать ее, чтобы получить гладкую поверхность. Но это может быть и недоступна в тех случаях где производиться исследования (в поле). Но если не выронить шов, то возможно будет сложно выявить внутренние дефекты.
После этого визуального осмотра у оператора по неразрушающему контролю будет четкое представление о возможностях доступа к двум сторонам сварного шва, что важно, как для настройки оборудования, так и для выбора наиболее подходящего метода анализа.
Важно: Дефекты, такие как расслоение и плоские трещины, трудно обнаружить с помощью рентгенографии, особенно для неопытного глаза.
Держа в голове негативные последствия рентгенографического контроля, рентгенография обладает многими существенными преимуществами по сравнению с ультразвуковым контролем, особенно в том смысле, что, поскольку создается «картинка». Поэтому можно сделать более точную идентификацию дефекта. Это очень важно, так как большинство строительных стандартов допускают определенный уровень дефектности, в зависимости от типа и размера дефекта.
Для квалифицированного опытного рентгенографа незначительные изменения плотности, которые он увидит на пленки дадут возможность не только точно определить местонахождение дефекта, но и определить его тип, размер и местоположение. Опыт специалиста возможно, устранить необходимость дорогостоящего и ненужного ремонта, в каком-то конкретном случае.
Радиографический контроль сварных соединений
Для проверки сварного соединения существует 2 способа основных способа действий.
Метод исследования из объекта
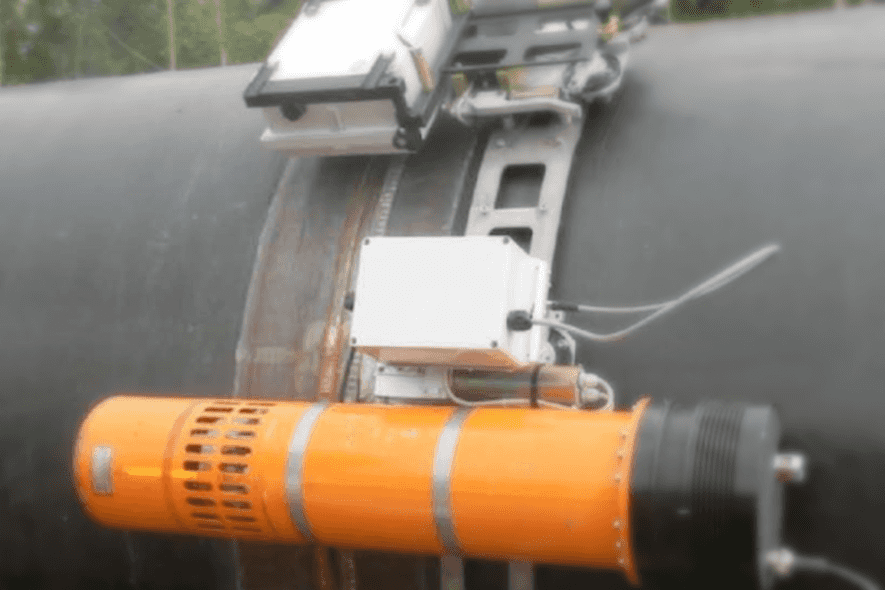
Исследование производится, когда аппарат помещается в центр (во внутрь) трубы, резервуара, сосуды или трубопровода. В зависимости от требований исследований кассеты с пленкой помещают на внешнюю поверхность, подлежащую исследованию. Для этого как првило используют рентгеновскую плёнку Afga d7 или рентгеновскую плнку KODAK AA400
Такое расположение для исследования является почти идеальным — при правильном расположении и все участки на пленки будут иметь примерно одинаковую плотность.
Этот способ имеет важное преимущество оно заключающееся в том, что он занимает меньше времени, чем другие. Поскольку излучение проникает только через общую толщину стенки, один раз. А прибор должен перемещаться по радиусу проверяемого объекта (сосуда, трубопровода), а не по его полному диаметру.
Но справедливости ради стоит сказать, что рентгеновский аппарат может вращаться внутри исследуемого объекта (сосуда, трубы), а также труба может вращаться вокруг аппарата. Однако на практике такой способ применяется очень редко.
Метод 2:
Предназначен для плоских объектов, таких как металлический лист или небольшой объект исследования. В каждом случае рентгенографическая пленка располагается за объектом исследования.
Во всех случаях РК исследуется только одна стена и на рентгенограмме видна только одна стена.
Однако современные методы исследования могут выполнять и панорамное сканирование, но в практической действительности это очень дорого однако микрофокусный рентген, позволяет это делать.
Рентгенологическое тестирование и неразрушающий контроль
Радиографический контроль (RT) — это метод неразрушающего контроля (NDT), который использует рентгеновское или гамма-излучение для исследования внутренней структуры изготовленных компонентов, выявляя любые дефекты или дефекты.
При радиографическом контроле тестовая деталь помещается между источником излучения и пленкой (или детектором). Различия в плотности материала и толщине испытательной детали будут ослаблять (то есть уменьшать) проникающее излучение за счет процессов взаимодействия, включающих рассеяние и / или поглощение. Затем разница в поглощении записывается на промышленной рентген пленке (ах) или с помощью электронных средств.
В промышленной рентгенографии существует несколько доступных методов визуализации, методов отображения окончательного изображения, например пленочная рентгенография, рентгенография в реальном времени (RTR), компьютерная томография (CT), цифровая рентгенография (DR) и компьютерная рентгенография (CR).
Для промышленного использования доступны два разных радиоактивных источника; Рентген и гамма-лучи. Эти источники излучения используют версии электромагнитных волн с более высоким уровнем энергии, то есть с более короткой длиной волны. Из-за радиоактивности, связанной с радиографическим тестированием, крайне важно обеспечить строгое соблюдение местных правил во время работы.
Компьютерная томография
Компьютерная томография (КТ) — один из передовых лабораторных методов неразрушающего контроля, который Nova78 предлагает, как услугу в лаборатории неразрушающего контроля для промышленности. КТ — это метод, основанный на рентгенографии, который обеспечивает как поперечное сечение, так и объемные трехмерные изображения контролируемого объекта. Эти изображения позволяют исследовать внутреннюю структуру тестового объекта без наложения, присущего 2D-рентгенографии. Эта функция позволяет детально анализировать внутреннюю структуру широкого спектра компонентов.
Где используется радиографический контроль
Преимущества
- Можно проверить собранные компоненты
- Требуется минимальная подготовка поверхности
- Обнаруживает как поверхностные, так и подповерхностные дефекты
- Обеспечивает постоянную запись проверки
- Проверить внутренние дефекты сложных конструкций
- Изолируйте и осмотрите внутренние компоненты
- Автоматически обнаруживать и измерять внутренние недостатки
- Измерьте размеры и углы внутри образца без разрезов
- Чувствителен к изменениям толщины, коррозии, дефектам и изменениям плотности материала
Области применения
Радиографические исследования широко используются в;
- Аэрокосмическая промышленность
- Военная оборона
- Морская промышленность
- Энергетическая промышленность
- Нефтехимическая промышленность
- Управление отходами
- Автомобильная промышленность
- Обрабатывающая промышленность
- Транспортные отрасли