
Радиографический и ультразвуковой контроль в сварных соединениях
Рентгенографический и ультразвуковой контроль сварного шва являются двумя наиболее распространенными методами неразрушающего контроля. Его используемыми для обнаружения разрывов во внутренней структуре сварных швов. Очевидным преимуществом обоих этих методов исследований является их способность помочь установить внутреннюю целостность сварного шва без разрушения сварного компонента. Сейчас мы кратко рассмотрим эти два метода неразрушающего контроля. Также расскажем, как они используются и какие типы сварочных дефектов они могут найти. Мы рассмотрим их преимущества перед другими методами контроля, а также их ограничения.
Радиографический контроль сварных соединений
Радиографическое тестирование
В этом методе испытания сварного шва используются рентгеновские лучи, полученные с помощью рентгеновской трубки, или гамма-лучи, полученные с помощью радиоактивного изотопа. Основной принцип рентгенографического контроля сварных швов такой же, как и для медицинской рентгенографии. Проникающее излучение проходит через твердый объект, в данном случае сварной шов, а не часть человеческого тела, на фотопленку, в результате чего изображение внутренней структуры объекта осаждается на пленке. Количество энергии, поглощаемой объектом, зависит от его толщины и плотности. Энергия, не поглощенная объектом, приведет к облучению рентгеновской пленки.
Эти области будут темными, когда снимок проявится. Области рентгеновской пленки, подверженные меньшему количеству энергии, остаются светлее.
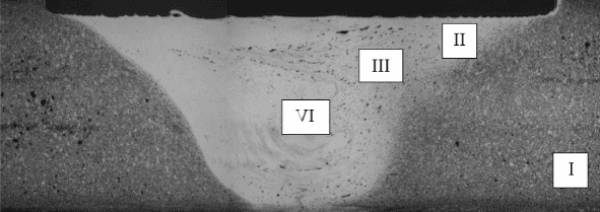
Радиографический контроль сварных соединений: Поэтому области объекта, где толщина была изменена из-за неоднородностей, таких как пористость или трещины, будет отображаться как темные очертания на пленке.
Радиографический контроль сварных соединений: Включения низкой плотности, такие как шлак, будут отображаться в виде темных областей на пленке, в то время как включения высокой плотности, такие как вольфрам, будут отображаться в виде светлых областей.
Радиографическое тестирование может обеспечить хорошее качество сварного шва, которую относительно легко интерпретировать обученному и подготовленному персоналу.
Этот метод тестирования обычно подходит, когда есть доступ к обеим сторонам сварного соединения (за исключением техник снятия снимков с двойной стенкой, используемых на некоторых работах по трубопроводу).
Важно: Хотя это медленный и дорогой метод неразрушающего контроля, он является качественным методом для определения пористости, включений, трещин и пустот внутри сварных швов.
Крайне важно, чтобы квалифицированный персонал проводил рентгенографическую интерпретацию, поскольку неверная интерпретация рентгенограмм может быть дорогостоящей и серьезно мешать производительности.
Важно: Существуют очевидные проблемы безопасности при проведении рентгенографических испытаний.
Рентгеновское и гамма-излучение невидимо невооруженным глазом и может иметь серьезные последствия для здоровья и безопасности.
Ультразвуковой контроль:
Ультразвуковой контроль — этот метод испытаний использует механические колебания, похожие на звуковые волны, но более высокой частоты. Луч ультразвуковой энергии направляется в испытуемый объект. Этот луч проходит через объект с незначительными потерями, за исключением случаев, когда он перехватывается и отражается от разрывов в объекте.
Используется метод отражения ультразвукового контактного импульса. В этой системе используется преобразователь, который превращает электрическую энергию в механическую. Преобразователь возбуждается высокочастотным напряжением, которое вызывает механическое колебание кристалла. Кристаллический зонд становится источником ультразвуковых механических колебаний.
Эти вибрации передаются в испытательный образец через жидкость для сцепления, обычно масляную пленку, называемую соединением. Когда импульс ультразвуковых волн ударяется о разрыв в испытательном образце, то это заставляет его отрезаться назад к своей точке происхождения. Таким образом, энергия возвращается к преобразователю (зонду). Теперь преобразователь служит приемником отраженной энергии.
Начальный сигнал или основной удар, возвращенные эхо-сигналы от неоднородностей и эхо-сигналы на задней поверхности испытательного образца — все это отображается на экране.
Обнаружение, определение местоположения и оценка неоднородностей становятся возможными, потому что скорость звука в данном материале почти постоянна, что делает возможным измерить и расстояние. А относительная амплитуда отраженного импульса более или менее пропорциональна размеру обнаруженного дефекта. Всё это и отражается на экране прибора.
Одной из наиболее полезных характеристик ультразвукового контроля является его способность определять точное положение разрыва в сварном шве.
Этот метод тестирования требует высокого уровня подготовки и компетентности оператора и зависит от назначения и применения подходящих процедур тестирования. Этот метод тестирования может быть использован для черных и цветных материалов, его возможно применять для тестирования толстых сечений, доступных только, с одной стороны.

Ультразвуковой контроль может хорошо обнаруживать тонкие трещины и более явные дефекты, которые могут быть не так легко обнаружены при радиографическом тестировании.
Радиографическое тестирование
Радиографическое тестирование — это метод неразрушающего контроля, который использует рентгеновские лучи или гамма-лучи для проверки внутренней структуры изготовленных компонентов, выявляя любые дефекты или дефекты.
В радиографическом тестировании тестовая часть помещается между источником излучения и рентгеновской пленкой (или детектором). Различия в плотности и толщине материала испытуемой детали будут ослаблять (то есть уменьшать) проникающее излучение посредством процессов взаимодействия, включающих рассеяние и / или поглощение. Различия в поглощении затем записываются на пленку (и) или с помощью электронных средств.
В промышленной радиографии доступно несколько методов визуализации, методов для отображения конечного изображения, таких как пленочная рентгенография, рентгенография в реальном времени, компьютерная томография, цифровая рентгенография и компьютерная рентгенография.
Есть два различных радиоактивных источника, доступных для промышленного использования; Рентген и Гамма-луч. Эти источники излучения используют более высокий уровень энергии, то есть более короткие волны, разновидности электромагнитных волн. Из-за радиоактивности, связанной с радиографическим тестированием, чрезвычайно важно обеспечить строгое соблюдение местных правил во время работы.
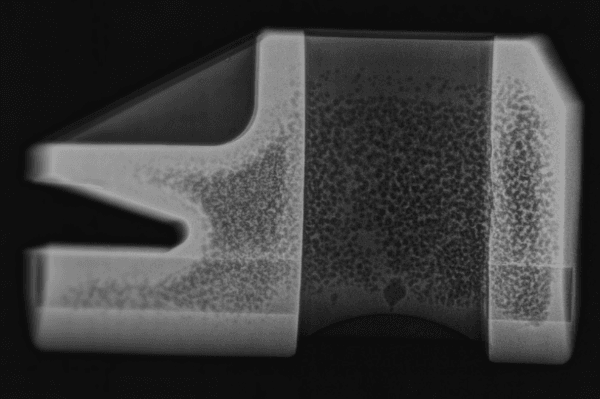
Компьютерная томография является одним из передовых методов неразрушающего контроля, которые предлагается для промышленности.
КТ — это рентгенографический метод, который позволяет получать как поперечные, так и трехмерные объемные изображения исследуемого объекта. Эти изображения позволяют проверять внутреннюю структуру тестового объекта без наложения, связанного с 2D-рентгенографией. Эта особенность позволяет детально проанализировать внутреннюю структуру широкого спектра компонентов.
Преимущества рентгенографии
- Вы сможете осмотреть уже собранные компоненты используя различные рентгеновские пленки такие как пленка Agfa F8, пленка Agfa D4, пленка Agfa D 7 от компании GE,
- Требуется минимальная подготовка поверхности
- Обнаруживает как поверхностные, так и скрытые дефекты
- Обеспечивает постоянную запись проверки
- Можно проверить внутренние недостатки на сложных структурах
- Изолировать и осмотреть внутренние компоненты
- Автоматически обнаруживать и измерять внутренние недостатки
- Измерьте размеры и углы внутри образца без сечения
- Чувствителен к изменениям толщины, коррозии, дефектам и изменениям плотности материала.
Где применяется радиографическое тестирование
Радиографическое тестирование широко используется в;
- Аэрокосмическая промышленность
- Военная оборона
- Промышленная индустрия
- Морские отрасли
- Энергетика
- Нефтехимическая промышленность
- Управление отходами
- Автомобильная промышленность
- Обрабатывающая промышленность
- Транспортные отрасли