
Виды дефектов отливок — рентген контроль отливок и основная задача радиографических испытаний отливок это выявление дефектов, отрицательно влияющих на прочность изделия.
Виды дефектов отливок — рентген контроль отливок
Что такое отливки?
Отливки — это форма изделия, которая часто подвергается радиографическому контролю, поскольку многие дефекты, возникающие в процессе литья. Подобные дефекты имеют объемный характер и таким образом, относительно легко обнаруживаются с помощью этого рентгеновского метода.
Дефекты и нарушения, конечно, связаны с недостатками процесса литья, которые при правильном понимании могут привести к принятию точных решений о приемке-браке, а также к соответствующим корректирующим мерам. Поскольку дефекты разных типов и размеров по-разному влияют на характеристики отливки, важно, чтобы рентгенолог мог определить тип и размер дефектов.
В этой статье показаны основные дефекты отливок, но вам нужно дополнительные снимок дефектов и описание дефектов, то посмотрите их в описании товара рентгеновской плёнки AGFA D7
ASTM E155, Стандарт для рентгенограмм отливок был разработан, чтобы помочь рентгенологу лучше оценить дефекты, обнаруженные в компонентах. Отливки, используемые для изготовления стандартных рентгенограмм, были подвергнуты деструктивному анализу, чтобы подтвердить размер и тип имеющихся несплошностей. Ниже приводится краткое описание наиболее распространенных типов несплошностей, включенных в существующие справочные рентгенографические документы (в виде градуированных типов или в виде отдельных иллюстраций).
Дефекты отливок: описание, снимки, фото.
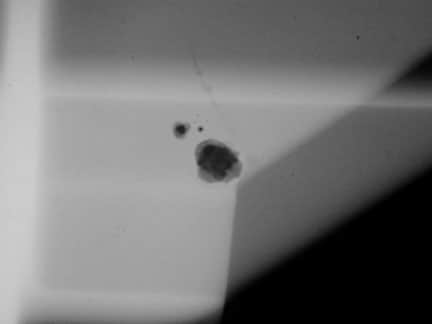
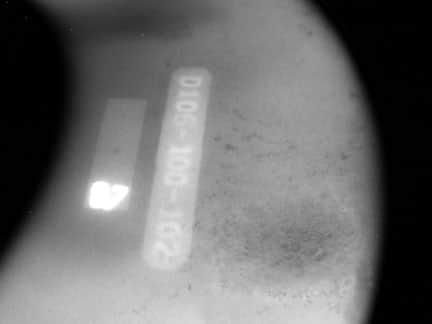
Пористость газа или газовые раковины

Пористость газа или газовые раковины возникают из-за скопившегося газа или воздуха, захваченного металлом. Эти разрывы обычно представляют собой гладкостенные округлые полости сферической, удлиненной или приплюснутой формы.
Если литник недостаточно высок, чтобы обеспечить необходимую теплопередачу, необходимую для вытеснения газа или воздуха из формы, газ или воздух будут захвачены, когда расплавленный металл начнет затвердевать.
Дефекты в отливках также могут быть вызваны слишком мелким, слишком влажным песком или песком с низкой проницаемостью, чтобы газ не мог выйти. Слишком высокое содержание влаги в песке затрудняет отвод избыточных объемов водяного пара от отливки.
Другой причиной брака может быть использование «зеленых черпаков», ржавые или сырые озноба и венок.
Рентген контроль отливок и виды дефектов в отливах
Включения песка и окалины
Включения песка и окалины представляют собой неметаллические оксиды, которые на рентгенограмме появляются в виде неправильных темных пятен. Они происходят из дезинтегрированных частей литейной формы или стенок сердечника и / или из оксидов (образовавшихся в расплаве), которые не были удалены до введения металла в литниковые ворота. Тщательный контроль за расплавом, правильное время выдержки в ковше и снятие пленки во время разливки минимизируют или устраняют этот источник проблем.
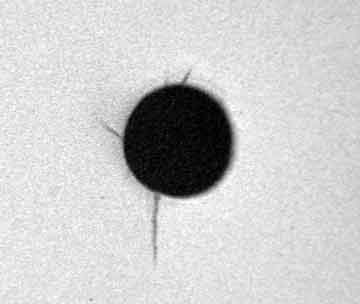
Усадка
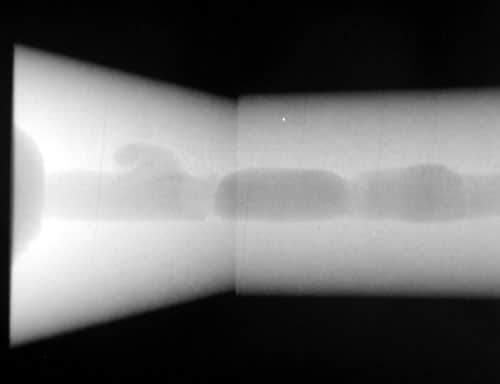
Усадка это форма неоднородности, которая появляется на рентгенограмме в виде темных пятен. Усадка принимает различные формы, но во всех случаях она происходит из-за того, что расплавленный металл сжимается по мере затвердевания на всех участках окончательной отливки. Усадку можно избежать, убедившись, что объем отливки адекватно подпитывается стояками, которые жертвенно сохраняют усадку. Усадку в ее различных формах можно распознать по ряду характеристик на рентгенограммах. Существует как минимум четыре типа усадки: (1) полость; (2) дендритный; (3) нитевидный; и (4) типы губки. В некоторых документах эти типы обозначаются номерами без реальных имен, чтобы избежать возможных недоразумений.
Усадка полости
Усадка полости, проявляется в виде участков с четкими неровными границами. Это может произойти, когда металл затвердевает между двумя исходными потоками расплава, идущими с противоположных направлений, чтобы соединиться с общим фронтом. Усадка полости обычно происходит в то время, когда расплав почти достиг температуры затвердевания и нет источника дополнительной жидкости для питания возможных полостей.
Дендритная усадка это распределение очень тонких линий или небольших удлиненных полостей, которые могут различаться по плотности и обычно не связаны между собой.
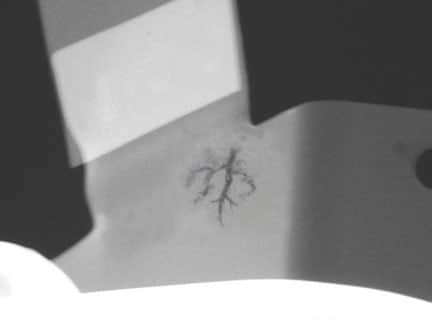
Нитевидная усадка
Нитевидная усадка обычно возникает в виде непрерывной структуры из соединенных линий или ветвей переменной длины, ширины и плотности или иногда в виде сети.
Усадка губки
Усадка губки проявляется в виде участков кружевной текстуры с размытыми очертаниями, как правило, ближе к середине толщины более тяжелых участков отливки. Усадка губки может быть дендритной или волокнистой. Усадка волокнистой губки кажется более размытой, поскольку она проецируется через относительно толстое покрытие между неоднородностями и поверхностью пленки.
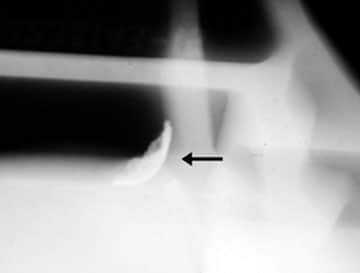
Трещины
Трещины представляют собой тонкие (прямые или зазубренные) линейно расположенные неоднородности, которые возникают после затвердевания расплава. Обычно они появляются поодиночке и возникают на литейных поверхностях.
Холодные затворы
Холодные затворы обычно возникают на поверхности литого металла или вблизи нее в результате встречи двух потоков жидкости, которые не соединяются. На рентгенограмме они могут проявляться в виде трещин или швов с гладкими или закругленными краями.
Включения в отливках
Включения представляют собой неметаллические материалы в твердой металлической матрице. Они могут быть менее или более плотными, чем матричный сплав, и будут отображаться на рентгенограмме соответственно более темными или более светлыми признаками. Последний тип чаще встречается в отливках из легких металлов.
Сдвиг сердечника

Сдвиг сердечника проявляется как изменение толщины сечения, обычно на радиографических изображениях, представляющих диаметрально противоположные части цилиндрических частей отливки.
Горячие разрывы
Горячие разрывы это линейно расположенные признаки, которые представляют собой трещины, образовавшиеся в металле во время затвердевания из-за затрудненного сжатия. Последнее может произойти из-за чрезмерно твердой (полностью неподатливой) формы или стенок стержня. Эффект горячих разрывов как концентрации напряжений аналогичен эффекту обычной трещины, а горячие разрывы обычно являются систематическими дефектами. Если дефекты идентифицируются как «горячие разрывы» в более крупных сериях отливки, потребуются явные улучшения в технике литья.
На рентгенограмме неправильное прохождение проявляется в виде заметных плотных участков переменного размера с определенным плавным контуром. В большинстве случаев они возникают случайно и их нелегко устранить с помощью конкретных корректирующих действий в процессе.
Пятнистость
Пятнистость — это рентгенологический признак, который проявляется в виде нечеткой области более или менее плотных изображений. Это дифракционный эффект, который возникает на относительно нечетких рентгенограммах тонких срезов, чаще всего с аустенитной нержавеющей сталью. Крапчатость возникает из-за взаимодействия материала границ зерен объекта с рентгеновскими лучами низкой энергии (300 кВ или ниже). Неопытные переводчики могут ошибочно рассматривать пятнистость как признак недопустимого изъяна литья. Даже опытным переводчикам часто приходится проверять состояние с помощью повторной рентгенографии под немного другими углами зрения источник-пленка. Сдвиги в пятнистости при этом очень заметны, в то время как истинные несплошности литья меняются лишь незначительно.
Рентгенографические показания для ремонта отливок и их дефектов, контроль швов
Наиболее распространенные отливки из сплавов требуют сварки или восстановления дефектов.
Описания ниже наиболее распространенных дефектов сварных швов приводятся здесь главным образом для целей ремонта отливок. Для провеки качества ремонта отливок необходимо использовать рентгеновскую плёнку. Купить рентгеновскую плёнку вы можете у нас в магазине. Для провекри швов и отливок подходит такая плёнка как рентген плёнка Agfa D7, рентгеновская плёнка Agfa D4, рентгеновская плёнка Agfa D2.
Шлак
Шлак — это неметаллический твердый материал, захваченный в металле сварного шва или между материалом шва и основным металлом. Рентгенологически шлак может иметь различную форму, от длинных узких указателей до коротких широких указателей, и различной плотности, от серого до очень темного.
Пористость
Пористость — это серия округлых газовых карманов или пустот в металле сварного шва, обычно цилиндрической или эллиптической формы.
Поднутрение
Поднутрение — это канавка, проплавленная в основном металле на краю сварного шва и оставленная незаполненной металлом сварного шва. Он представляет собой концентрацию напряжений, которую часто необходимо корректировать, и проявляется в виде темного пятна на носке сварного шва.
Неполный провар
Неполный провар, как следует из названия, — это отсутствие проплавления сварного шва по всей толщине соединения (или проникновение, которое меньше указанного). Он расположен в центре сварного шва и представляет собой широкую линейную индикацию.
Неполное сплавление
Неполное сплавление — это отсутствие полного сплавления некоторых частей металла в сварном шве с прилегающим металлом (основным или ранее наплавленным металлом шва). На рентгенограмме это выглядит как длинная четкая линейная индикация, появляющаяся на средней линии сварного шва или на линии сплавления.
Расплав сквозной
Расплав сквозной является выпуклой или вогнутой нерегулярность (на поверхности поддерживающего кольца, полоски, плавленого корня или смежной основного металла) в результате полного расплавления локализованной области , но без развития пустот или открытое отверстие. На рентгенограмме протекание обычно проявляется в виде круглой или эллиптической индикации.
Выгорание через пустоту или с открытым отверстием в кольцевой прокладке, полосах, плавленый корне или смежном основной металле.
Зажигание дуги
Зажигание дуги — это признак локализованной зоны термического влияния или изменения контура поверхности готового сварного шва или прилегающего основного металла. Возникновение дуги вызывается теплом, выделяемым при прохождении электрической энергии между поверхностями готового сварного шва или основного металла и источником тока.
Сварочные брызги
Сварочные брызги возникают при дуговой или газовой сварке в виде металлических частиц, которые выбрасываются во время сварки. Эти частицы не образуют собственно сварного шва. Брызги сварного шва появляются на рентгенограмме в виде множества мелких светлых цилиндрических признаков.
Включение вольфрама
Включение вольфрама обычно более плотное, чем частицы основного металла. Включения вольфрама выглядят очень светлыми на рентгенограммах. Решения о приеме / отклонении этого дефекта обычно основываются на критериях шлака.
Окисление
Окисление — это состояние поверхности, которая нагревается во время сварки, что приводит к образованию оксида на поверхности из-за частичного или полного отсутствия продувки сварочной атмосферы. Это состояние также называется шугарингом.
Корневая край
Корневая край состояние показывает проникновение металла шва в кольцевую прокладке или в зазор между задним кольцом или полоской и основным металлом. На рентгенограммах это проявляется как резко выраженный переход плотности пленки.
Корневые выточки
Корневые выточки выступают как прерывистый или непрерывный паз на внутренней поверхности основного металла, поддерживающее кольцо или полосы вдоль кромки шва.