

Виды неразрушающего контроля
Неразрушающий контроль (НК) — это не инвазивные методы, позволяющие определить целостность материала, компонента или конструкции, или количественно измерить некоторую характеристику объекта. В отличие от разрушительного тестирования, НК является оценкой без причинения вреда, стресса или разрушения объекта испытания.
Разрушение тестового объекта обычно делает деструктивное тестирование и кроме того более дорогостоящим, и это также неуместно во многих обстоятельствах.
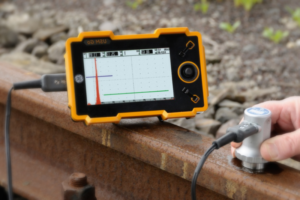
Неразрушающий контроль играет решающую роль в обеспечении рентабельной работы, безопасности и надежности установки, что приносит пользу обществу. НК используется в широком спектре промышленных областей и используется практически на любой стадии производства или жизненного цикла многих компонентов. Основные области применения — на аэрокосмическом, энергетическом, автомобильном, железнодорожном, нефтехимическом и трубопроводном рынках.
Неразрушающий контроль сварных швов является одним из наиболее часто используемых работ. Очень трудно сваривать или формовать твердый объект, который должен не иметь риска поломки в процессе эксплуатации, поэтому тестирование на производстве и во время использования часто является необходимым.
Хотя изначально неразрушающий контроль применялся только по соображениям безопасности, сегодня он широко применяется в качестве метода экономии в процессе обеспечения качества.
К сожалению, неразрушающий контроль до сих пор не используется во многих областях, где человеческая жизнь или экология находятся в опасности.
Некоторые могут предпочесть оплатить более низкие расходы после аварии, чем применение неразрушающего контроля. Это форма недопустимого управления рисками. Катастрофы, подобные железнодорожной катастрофе в России, в 1998 году — это только один пример, есть много других.
Для реализации неразрушающего контроля важно описать, что должно быть найдено и что следует отклонить. Совершенно безупречное производство практически никогда невозможно. По этой причине спецификации тестирования являются обязательными. В настоящее время существует множество стандартов и правил приемки. Они описывают границу между хорошими и плохими условиями, а также часто, какой конкретный метод неразрушающего контроля должен быть использован.
Надежность метода неразрушающего контроля является существенной проблемой.
Но сравнение методов имеет значение только в том случае, если оно относится к той же задаче. Каждый метод неразрушающего контроля имеет свой набор преимуществ и недостатков, и поэтому некоторые из них лучше подходят для конкретного применения, чем другие. Используя искусственные недостатки, необходимо определить порог чувствительности тестирующей системы. Если чувствительность к низкой, дефектные тестовые объекты не всегда распознаются. Если чувствительность слишком высока, детали с меньшими дефектами отклоняются, что не повлияло бы на исправность компонента. С помощью статистических методов можно заглянуть в область неопределенности. Такие методы, как вероятность обнаружения (ВО) или метод OЭХ «Относительные эксплуатационные характеристики» примеры методов статистического анализа. Также аспект человеческих ошибок должен быть принят во внимание при определении общей надежности.
Квалификация персонала является важным аспектом неразрушающего контроля. Методы неразрушающего контроля в значительной степени зависят от человеческих навыков и знаний для правильной оценки и интерпретации результатов испытаний.
Поэтому необходимо обеспечить надлежащую и адекватную подготовку и сертификацию персонала по инвазивным методам исследования и контролю, чтобы полностью использовать возможности методов. Существует ряд опубликованных международных и региональных стандартов, охватывающих сертификацию компетентности персонала.
Девять наиболее распространенных методов неразрушающего контроля показаны в основном разбираются в нашем интернет журнале.




По порядку наиболее часто используются следующие виды нерзарушающего контроля:
Радиографический контроль
Электромагнитный контроль
Вихретоковые испытания
Рентгенофлуоресцентный контроль
Помимо основных методов неразрушающего контроля, доступно множество других методов неразрушающего контроля, таких как микроволновые и другие, и постоянно разрабатываются и разрабатываются новые методы.
Допустки и ограничения в неразрушающем контроле (что и чем измеряется)
|
Метод неразрушающего контроля |
Приложения |
Ограничения |
Жидкий пенетрант |
|
|
Магнитные частицы |
|
|
Вихревые токи |
|
|
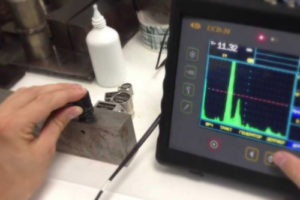
Ультраакустика |
|
|
Рентгенография Нейтрон |
|
|
Рентгенография рентген |
|
|
Рентгенография гамма |
|
|