В дополнение к вашему высококачественному рентгеновском аппарату, ваш рентгенолог также должен обладать навыками интерпретации снимков. Обратите внимание, что купить рентгеновскую плёнку вы можете у нас в магазине. Мы рекомендуем вам AGFA D4, AGFA D7 и AGFA F8 а также её аналог FOMADUX сертифицирован по европейскому стандарту ВАМ. Качество вуали 0,16, вы сможете существенно сэкономить на 20-30% от текущих расходов. Аналоги INDUX R4, INDUX R7 и FOMADUX RX-8.
Снимки сварных швов, обучение и фото
Предлагаем вам ознакомиться с нашими шаблонными снимками. Ниже вы найдёте подробное описание с причинами по каждому дефекту. В том числе и с дефектами Tig сварки (сварки аргоном, при сварке алюминия)
Вы также можете посмотреть наш видео ролик о всех дефектах в сварных швах, переходите на канал.

Понимание сварных швов на снимках происходит в три основных этапа:
- Обнаружение
- Интерпретация
- Оценка
Для всех этих шагов необходимо чтобы ваш специалист имел УМ «Универсальный модулятор» — ибо все эти шаги используют УМ рентгенолога. В данному случае УМ — это способность разрешать пространственную картину используя воображение.
Способность человека обнаруживать неоднородности в рентгеновских снимках также зависит от условий освещения в месте просмотра и уровня опыта для распознавания различных особенностей изображения. (подобрее о рентгеновских снимках)
Данная статья написана, чтобы помочь лучше понять типы дефектов, обнаруженных в сварных швах и то, как они появляются на снимках и фотографиях сварных швов.
Разрывы на снимках сварного шва
Разрывы — это прерывания в типичной структуре материала. Эти прерывания могут возникать в структуре металла, сварочном материале или зонах термического влияния. Разрывы, которые не соответствуют требованиям и допускам, используемых в детали — называются дефектами.
Виды сварочных разрывов на снимках сварного шва
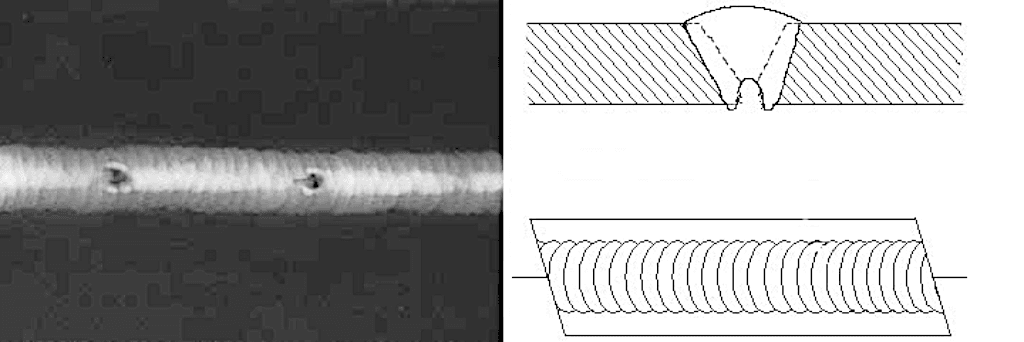
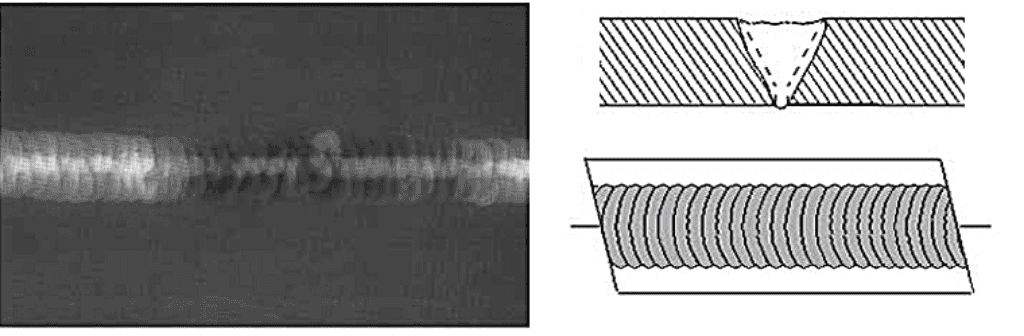
Холодные круги
Холодные круги — это состояние, при котором металл сварочного шва не плавко соединяется с основным металлом или материалом предыдущего сварочного прохода (образуя холодный круг между проходами).
Дуга недостаточно плавит основной металл и заставляет слегка расплавленную лужу течь в основной материал без склеивания.
На рентгене сварного шва это выглядит так:
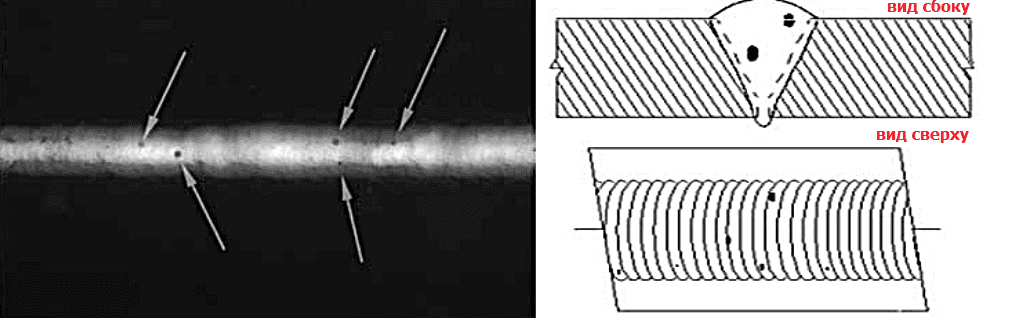
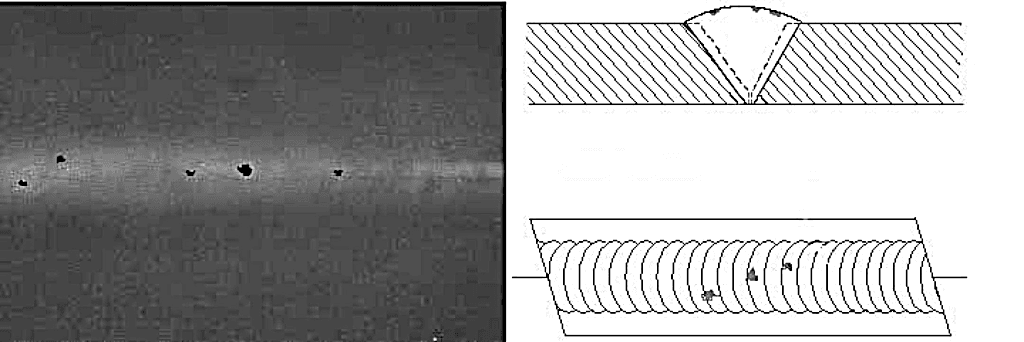
Пористость сварного шва
Пористость может принимать различные формы на рентгенограмме, но часто проявляется в виде темных круглых или неправильных пятен или пятна, появляющегося по отдельности, в скоплениях. Иногда пористость удлиняется и может иметь хвост.
Это результат того, что газ пытается уйти, пока металл еще находится в жидком состоянии.
Вся пористость является пустотой в материале и она будет иметь более высокую рентгенографическую плотность, чем окружающая область.
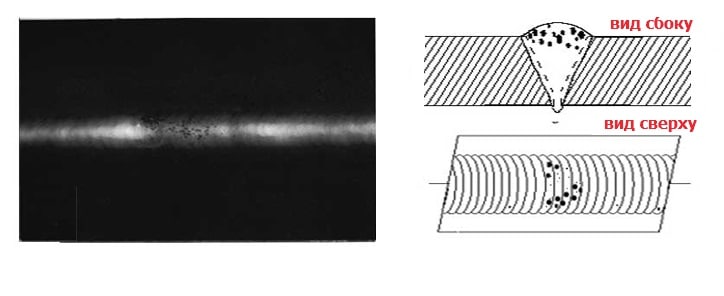
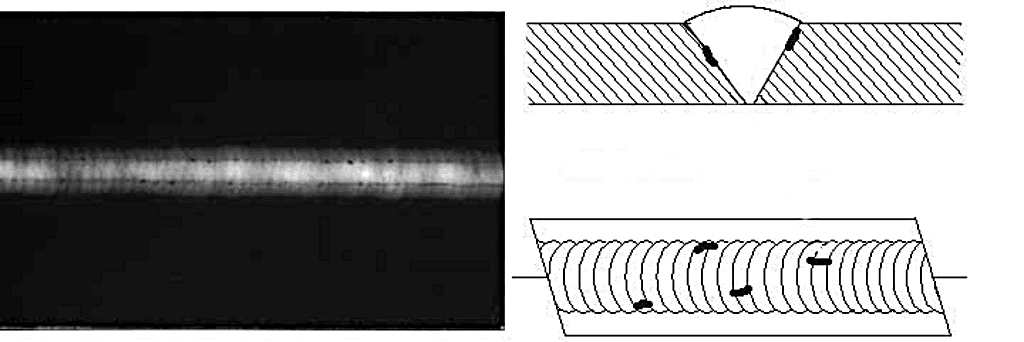
Пористость в кластерах
Пористость в кластере возникает, когда покрытые флюсом электроды загрязнены влагой.
При нагревании влага превращается в газ и захватывается в сварном шве в процессе сварки. Пористость выглядит как обычная пористость при рентгеновском контроле, но на снимке она будет сильно сгруппирована друг к другу.
Смотрите снимок ниже
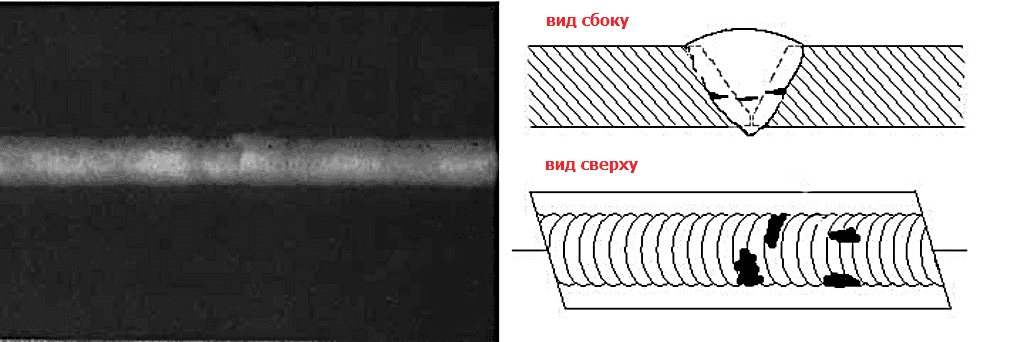
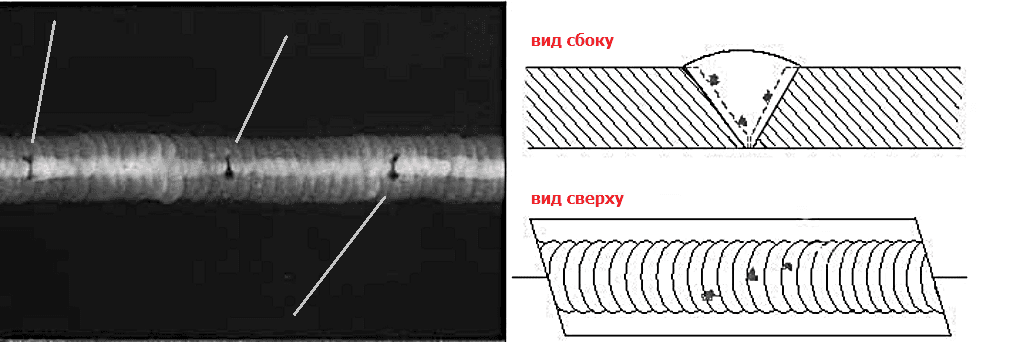
Шлаковые включения
Шлаковые включения представляют собой неметаллический твердый материал, захваченный в металле сварного шва или между сварным швом и основным металлом.
На рентгене темные неровные асимметричные формы внутри сварного шва или вдоль участков сварного соединения указывают на наличие шлаковых включений.
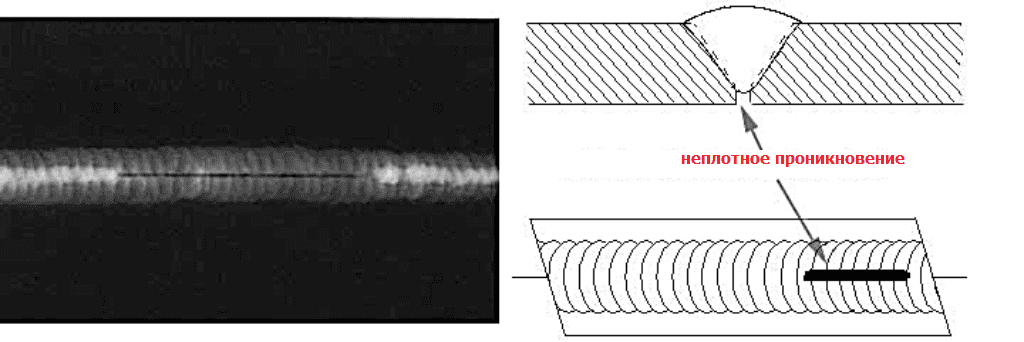
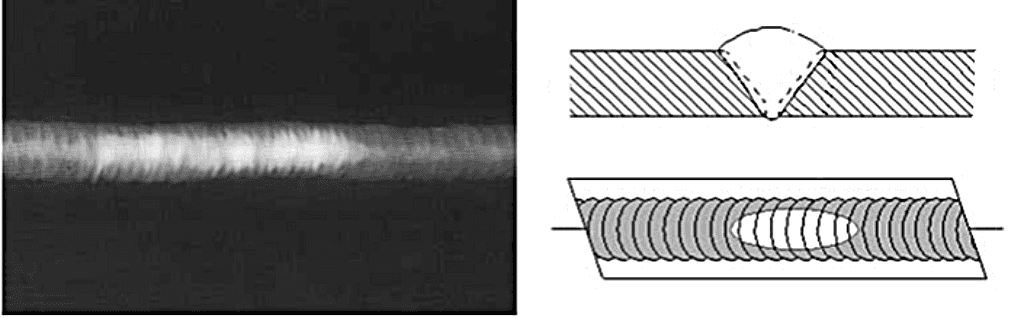
Неполное проникновение или отсутствие проникновения
Неполное проникновение происходит, когда металл сварного шва не проникает сквозь соединение.
Это один из самых нежелательных дефектов сварного шва. Отсутствие проникновения позволяет позволяет появиться напряжению, из которого может появиться трещина. На рентгеновском снимке она показана как темная область с четко очерченными прямыми краями, которая находится за поверхностью или корнем вниз, по центру сварного шва.
Неполное плавление
— это состояние, при котором металл сварочного шва не плавко соединяется с основным металлом.
На рентгеновском снимке: обычно отображается темной линией или линиями, ориентированными в направлении сварного шва вдоль зоны подготовки или соединения шва.
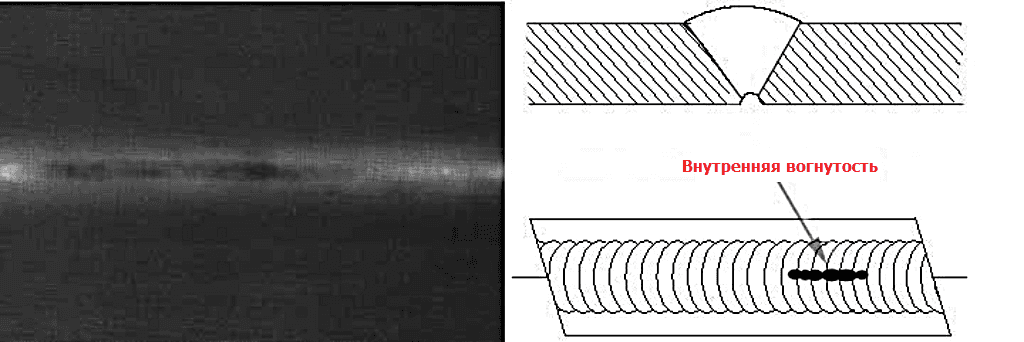
Внутренняя вогнутость
Внутренняя вогнутость — это состояние при котором металл сварного шва сжимается, при его охлаждении и втягивается в корень сварного шва.
На рентгеновском снимке это похоже на отсутствие проникновения, но линия имеет неровные края и она, обычно, довольно широкая в центре сварного шва.
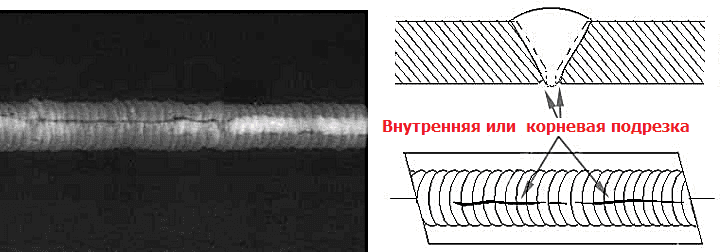
Внутренняя или корневая подрезка
— это эрозия основного металла рядом с корнем сварного шва.
На рентгеновском контроле это выглядит как темная нерегулярная линия, смещенная от центральной линии сварного шва.
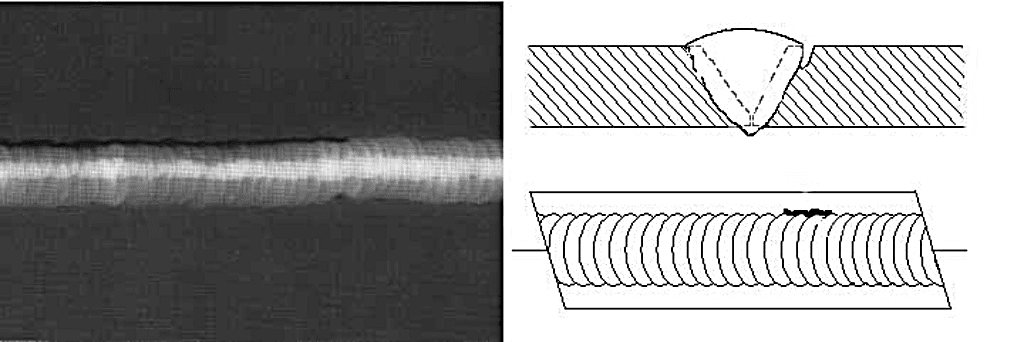
Наружная или коронковая подрезка
Наружная или коронковая подрезка представляет собой эрозию основного металла рядом с коронкой сварного шва.
На снимке это выглядит как темная нерегулярная линия вдоль внешнего края в области сварки.
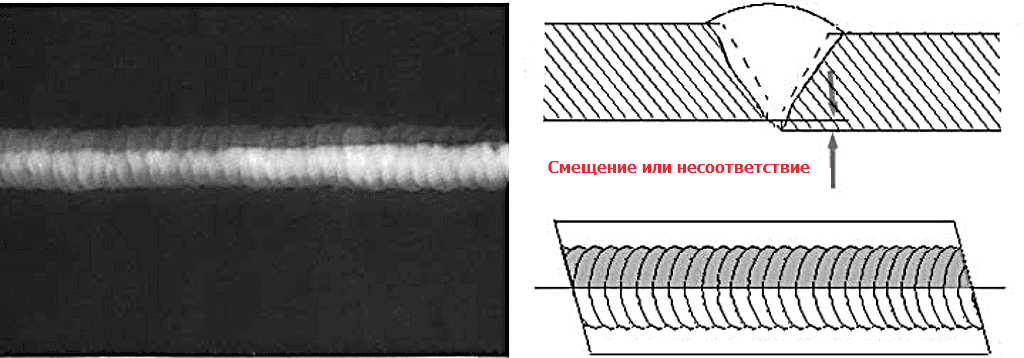
Смещение или несостыковка
Смещение или несоответствие — это термины, связанные с условием когда две части, которые свариваются вместе, не выровнены должным образом.
Рентгеновском снимке показывает заметную разницу в плотности между двумя частями. Разница в плотности обусловлена разницей в толщине материала.
Темная прямая линия вызвана неспособностью металла сварного шва слиться с площадью поверхности.
Недостаточное армирование сварного шва
Недостаточное армирование сварного шва представляет собой область сварного шва, где толщина наплавленного металла шва меньше толщины основного материала.
По рентгеновскому контролю очень легко определить, имеет ли шов недостаточное усиление, потому что плотность изображения в области предполагаемой неадекватности будет выше (темнее), чем плотность изображения окружающего основного материала.
Избыточное усиление сварного шва
Избыточное усиление сварного шва — это область сварного шва, в которой металл сварного шва добавлен сверх того, что указано в технических чертежах и нормах.
На рентгенограмме появляется локализованная более светлая область сварного шва. Визуальный осмотр позволяет легко определить, превышает ли усиление сварного шва значение, указанное в технических требованиях.
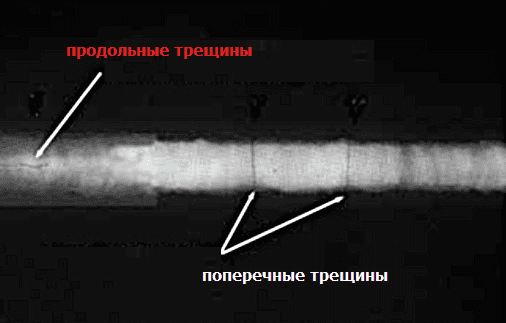
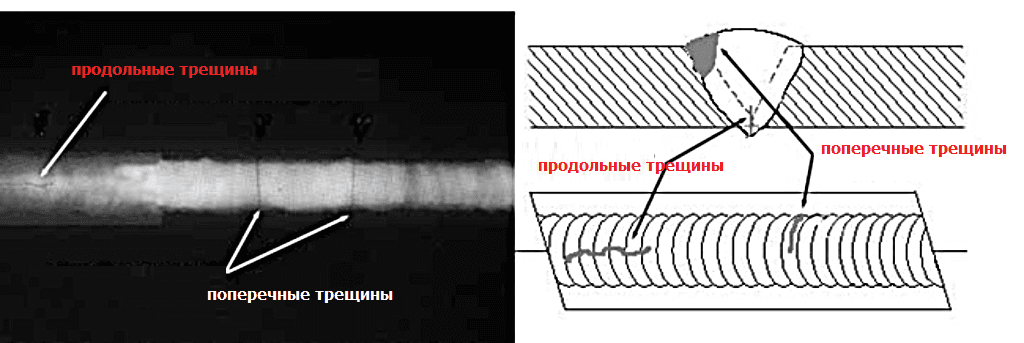
Трещины на снимках сварных швов
Трещины могут быть обнаружены на снимке только тогда, когда они распространяются в направлении которое параллельное рентгеновскому лучу. Трещины будут выглядеть как неровные и часто очень слабые нерегулярные линии.
Трещины могут иногда появляться как «хвосты» на включениях или пористости.
Вас интересуют снимки дефектов в отливках? обратите внимание на наши снимки в описании рентгеновской плёнки agfa D7. Там приведены основные дефекты изделий, которые можно обнаружить с помощью Agfa D7 и её аналога почти копии INDUX D7.
Дефекты в сварке аргоном TIG
Следующие неоднородности являются уникальными для процесса сварки аргоном TIG. Эти разрывы имеют место в большинстве металлов, сваренных в процессе, включая алюминий и нержавеющую сталь. Метод сварки аргоном позволяет получить чистый однородный сварной шов, который при рентгенографии легко интерпретируется.
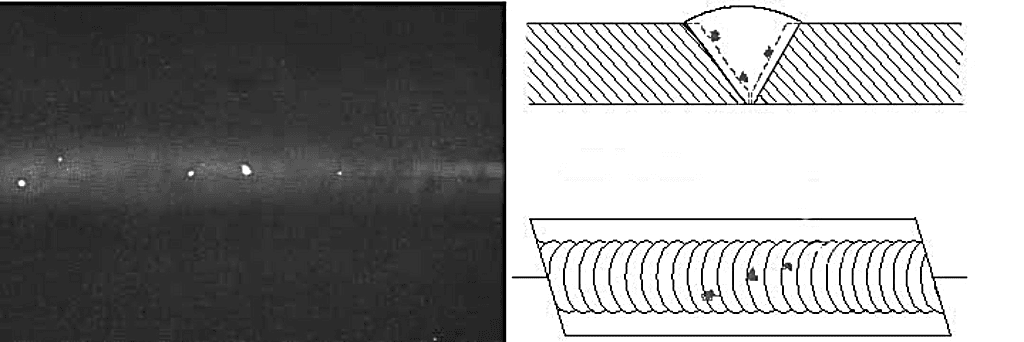
Вольфрамовые включения
Вольфрамовые включения Вольфрам является хрупким и по своей природе плотным материалом, используемым в электроде при сварке вольфрамовым инертным газом. Если используются неправильные процедуры сварки, вольфрам может попасть в сварной шов.
На рентгеновском снимке сварного шва вольфрам более плотный, чем алюминий или сталь, поэтому он выглядит как более светлая область с четким контуром на рентгенограмме.
Оксидные включения
Оксидные включения обычно видны на поверхности свариваемого материала (особенно алюминия). Оксидные включения менее плотны, чем окружающий материал и поэтому на рентгенограмме выглядят как темные неоднородности неправильной формы
.
Дефекты сварки в защитных газах
Следующие разрывы чаще всего встречаются в сварных швах GMAW.
Усы
Усы — это короткие отрезки сварочной электродной проволоки видимые на верхней или нижней поверхности сварного шва, или находящиеся внутри сварного шва.
На рентгенограмме они выглядят как светлые «проводные» индикаторы.
Прожигание
Прожигание происходит когда из-за слишком большого количества тепла металл сварного шва проникает в зону сварки
. Часто куски металла провисают через весь сварной шов, создавая толстое шаровидное отложение на задней стенке сварного шва. Эти металлические шарики называются сосульками. На рентгенограмме прожигание проявляется в виде темных пятен, которые часто окружены светлыми шаровыми участками (сосульками).